2025-10-10
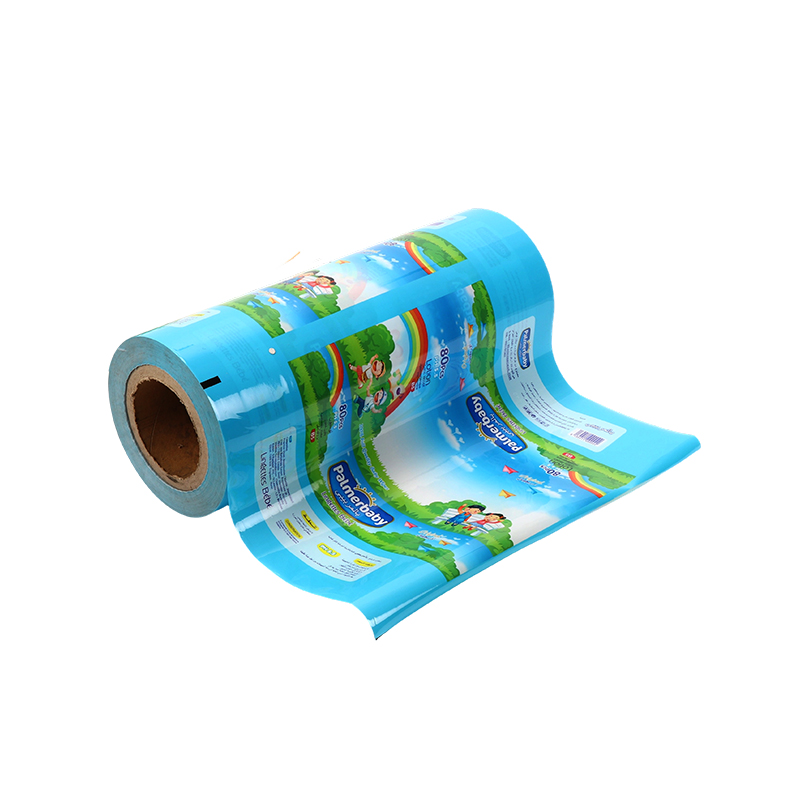
Food packaging film rolls are widely used in the food industry to protect, preserve, and transport a variety of products. These films are designed to maintain freshness, prevent contamination, and extend shelf life, making them an essential component in modern food packaging systems. By combining strength, flexibility, and barrier properties, food packaging films provide both functional and practical solutions for manufacturers, retailers, and consumers.
One of the main advantages of food packaging film rolls is their ability to preserve food quality. The films create a protective barrier against moisture, oxygen, and contaminants, helping to maintain flavor, texture, and nutritional value. This is particularly important for perishable products such as fruits, vegetables, meat, and dairy, which require packaging that prevents spoilage while allowing visibility for inspection and presentation. Some films are also designed to be compatible with vacuum or modified atmosphere packaging, further enhancing preservation.
Food packaging films are available in various materials, including polyethylene (PE), polypropylene (PP), polyvinylidene chloride (PVDC), and polyethylene terephthalate (PET). Each material offers specific properties, such as clarity, flexibility, heat resistance, or barrier performance. Polyethylene films are widely used for their strength and adaptability, while PET films provide good dimensional stability and resistance to tearing. Multi-layer films can combine the advantages of different materials, offering enhanced barrier protection, heat sealability, and mechanical strength.
Another key feature of food packaging film rolls is their versatility. They can be used in a range of applications, including wrapping, sealing, laminating, or forming pouches. Films are suitable for both manual and automated packaging systems, allowing manufacturers to maintain efficiency and consistency. Additionally, films can be printed or coated with labels, branding, or information such as expiry dates and nutritional details, providing convenience for both producers and consumers.
Food packaging films also contribute to operational efficiency. Large rolls allow continuous production in packaging lines, reducing the need for frequent replacements and small downtime. Proper handling and storage of film rolls help maintain their quality, ensuring smooth operation in high-speed packaging machinery. Standardized roll sizes and core dimensions facilitate compatibility with different machines and dispensers.
Safety and compliance are essential considerations in food packaging films. Films must meet regulatory standards for food contact materials, ensuring they are free from harmful chemicals or contaminants. Many films are designed to be heat-sealable and resistant to punctures, preventing accidental exposure or contamination during packaging and transportation. By adhering to safety standards, manufacturers can provide consumers with safe and reliable packaging solutions.
Environmental considerations are increasingly important in the food packaging industry. Some film rolls are designed to be recyclable, compostable, or made from renewable resources, supporting sustainable packaging initiatives. While balancing performance and environmental impact can be challenging, manufacturers are adopting innovative solutions to reduce plastic waste while maintaining the protective qualities of food films.
Overall, food packaging film rolls play a crucial role in protecting and preserving food products. Their barrier properties, versatility, durability, and compatibility with various packaging systems make them an indispensable tool in the food industry. By selecting appropriate film materials and ensuring proper handling, producers can enhance food safety, extend shelf life, and meet operational and sustainability goals.

Recommended Products
CONTACT US
Add: Rooms 101 and 102, Building 16, Longcheng Micro-Entrepreneurship Park, Longgang City, Wenzhou City, Zhejiang Province, China
TEL: +86-13395775085
E-mail: [email protected] / [email protected]
KEEP In Touch
 English
English
 русский
русский
 Español
Español